Ori de câte ori două țevi trebuiesc îmbinate, METODA T-DRILL este soluția.

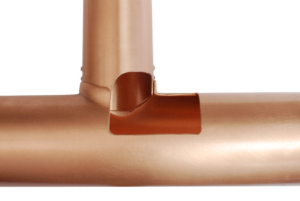
Îmbinarea unei ramificații de țeavă la 90 de grade la o altă țeavă, folosind metoda T-DRILL, este realizată printr-un procedeu de tras ștuțuri. Deoarece „gulerul” este fabricat din țeava de bază, nu sunt necesare racorduri T costisitoare. În loc de trei îmbinări, există una singură!
Avantajele metodei T-DRILL:
Îmbinarea poate fi realizată prin lipire (= îmbinare prin suprapunere) sau prin sudare (îmbinare cap la cap).
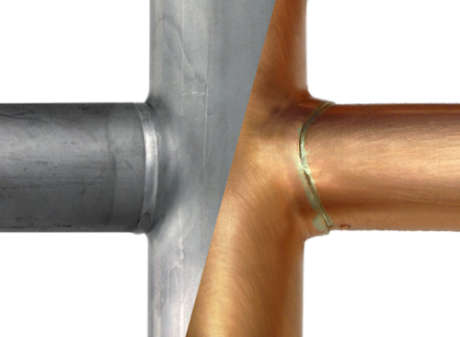
Compararea a două metode de obținere a ramificațiilor țevilor și conductelor – metoda tradițională și METODA T-DRILL :
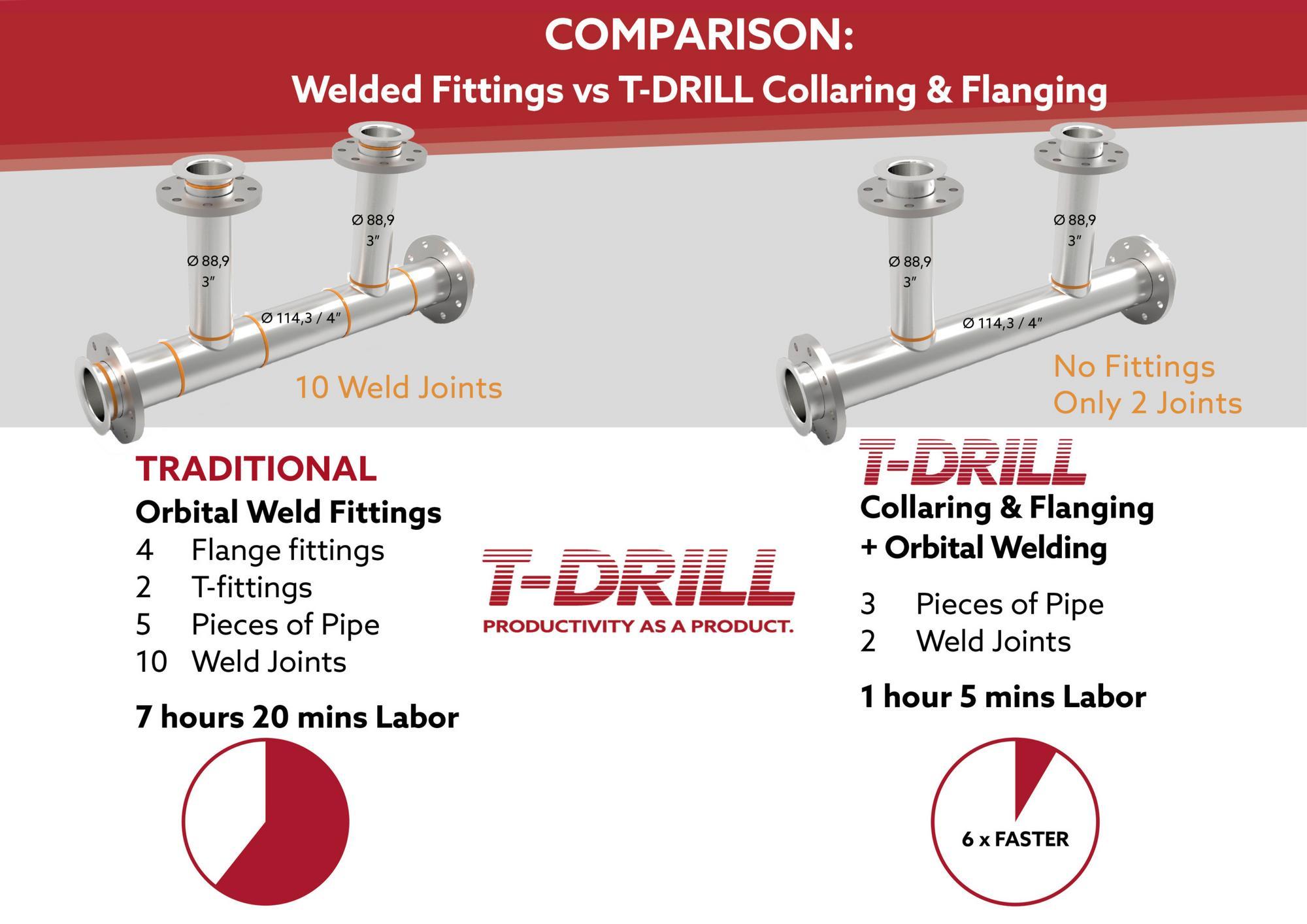
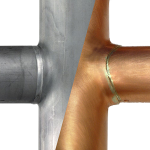
Fitinguri sudate vs metoda T-DRILL de tras ștuțuri și de realizare a flanșelor
Metoda T-DRILL de tras ștuțuri din țeavă a fost dezvoltată în anii 1970. Ideea că țevile ar putea fi ramificate mult mai rapid și mai eficient din punct de vedere al costurilor, în produse finite de o rezistență mai mare și de o calitate mai bună, a fost la fel de revoluționară pe cât era de simplă, și una dintre cele mai importante invenții din domeniu.
Deoarece T-ul este fabricat din țeava de bază (principală), nu este necesară folosirea unor fitinguri costisitoare. În loc de cele trei îmbinări sudate, rămâne una singură! Acest lucru economisește mult timp și înseamnă costuri totale considerabil mai mici. Construcția face, de asemenea, conducta mai rezistenta și oferă caracteristici de debit mult mai bune.
Formare racord “T” = Producere ramificare din țeavă = Tragere ștuțuri
Producerea ramificației din țeavă – de ex., conectarea unei țevi de ramificație la o conductă principală – folosind metoda T-DRILL este cunoscută ca tragere de ștuțuri. Îmbinarea poate fi realizată prin lipire (= îmbinare prin suprapunere) sau prin sudare (îmbinare cap la cap).
Pentru procesul de îmbinare prin suprapunere, se execută o gaură rotundă în peretele țevii, cu ajutorul unui cap de tragere. După pătrunderea peretelui țevii, două știfturi de formare sunt scoase în exteriorul corpului burghiului. Capul de tragere se retrage apoi automat din conducta principală și formează un “guler” pregătit pentru țeava de ramificație. Țeava ramificației este introdusă în interiorul „gulerului” și în cele din urmă, îmbinarea este realizată prin brazare. Un dispozitiv de lipire, un cordon sau o adâncitură (opritor de pătrundere) de pe capătul țevii asigură pătrunderea acesteia la adâncimea corectă pe țeava principală.

Înălțimea necesară a gulerului (adică lungimea de suprapunere) trebuie să fie de trei ori grosimea peretelui țevii ramificației pentru a obține rezistența maximă a îmbinării. În mod normal, îmbinările prin suprapunere sunt utilizate în aplicații de țevi cu diametru mic, cum ar fi cele utilizate în HVAC, automobile și alte industrii.
Timpul necesar pentru realizarea unei îmbinări folosind metoda T-Drill variază de la secunde la minute, în funcție de diametrul și de materialul țevii utilizate. Procesul complet de tras ștuțuri se efectuează pe exteriorul țevii, spre deosebire de metodele tradiționale în care dispozitivele sunt introduse în țeavă, ceea ce face ca acestea să fie dificil de localizat atunci când sunt necesare lungimi mari de țeavă.
Mașini de tras ștuțuri pentru îmbinare brazată
 S-56
S-56 T-115
T-115
Mașina de tras ștuțuri T-115 este o soluție transportabilă ce se potrivește perfect, de ex., pentru nevoile producătorilor de schimbătoare de caldură.
 S-56 FBHUnitatea mobilă S-56 FBH oferă cea mai bună utilizare a spațiului de lucru, deoarece țeava rămâne nemișcată în timpul procesului de tras ștuțuri.
S-56 FBHUnitatea mobilă S-56 FBH oferă cea mai bună utilizare a spațiului de lucru, deoarece țeava rămâne nemișcată în timpul procesului de tras ștuțuri.
Cel mai frecvent utilizat în:
Formare racord “T” = Producere ramificare din țeavă = Tragere ștuțuri
Procedeul T-DRILL este o metodă brevetată de producere a “gulerelor” pentru îmbinările ramificațiilor. Ramificarea țevii prin metoda T-DRILL este, de asemenea, numită metodă de tras ștuțuri, formarea mecanică a T-ului sau T-uri T-DRILL.
Îmbinarea sudată cap la cap este de obicei utilizată la conductele de distribuție și în aplicațiile industriale mai grele. Oferă o suprafață interioară de o calitate mult mai bună, ceea ce este necesar, în cazul în care caracteristicile de debit și curățenia sunt importante. Metoda T-DRILL este o metodă de producere a ramificațiilor pentru îmbinările țevilor direct din țeava principală. Procesul de la găurire până la fațetarea ștuțului se efectuează într-o singură stație de lucru, printr-o singură acționare din exteriorul țevii și nu este necesar accesul în interiorul țevii – prin capătul țevii.


Mai întâi se realizează o gaură eliptică în peretele țevii. Deoarece este necesar mai mult material pentru obținerea unui “guler” (ștuț) în zona de tragere, în scopul obținerii unei înălțimi suficiente a acestuia, se folosește acest tip de gaură eliptică – drept gaura pilot, decât o gaură circulară, care se folosește la îmbinările prin suprapunere. După ce gaura pilot este realizată, pinii de formare ai capului de tragere sunt extinși si se formează „gulerul”. Această operație este ușurată prin ungerea automatizată în vederea optimizării formării. Mai apoi “gulerul” este fațetat la înălțimea cerută și țeava de ramificație este cuplată la țeava principală prin sudare cap la cap.
Domeniile specifice de aplicare sunt în industria alimentară, farmaceutică, industria celulozei și hârtiei, sistemele de conducte din oțel inoxidabil, tratarea apei, construcția de nave și submarine convenționale și nucleare.
Fitinguri sudate vs metoda T-DRILL de tras ștuțuri și de prelucrare a capetelor
Cel mai frecvent utilizat în:

More information about different technologies:
Share on social media

